精密加工学研究室
Precision Machining Laboratory
研究概要
ギガレンジ計測技術
計測技術
工具表面のトポグラフィ計測・評価
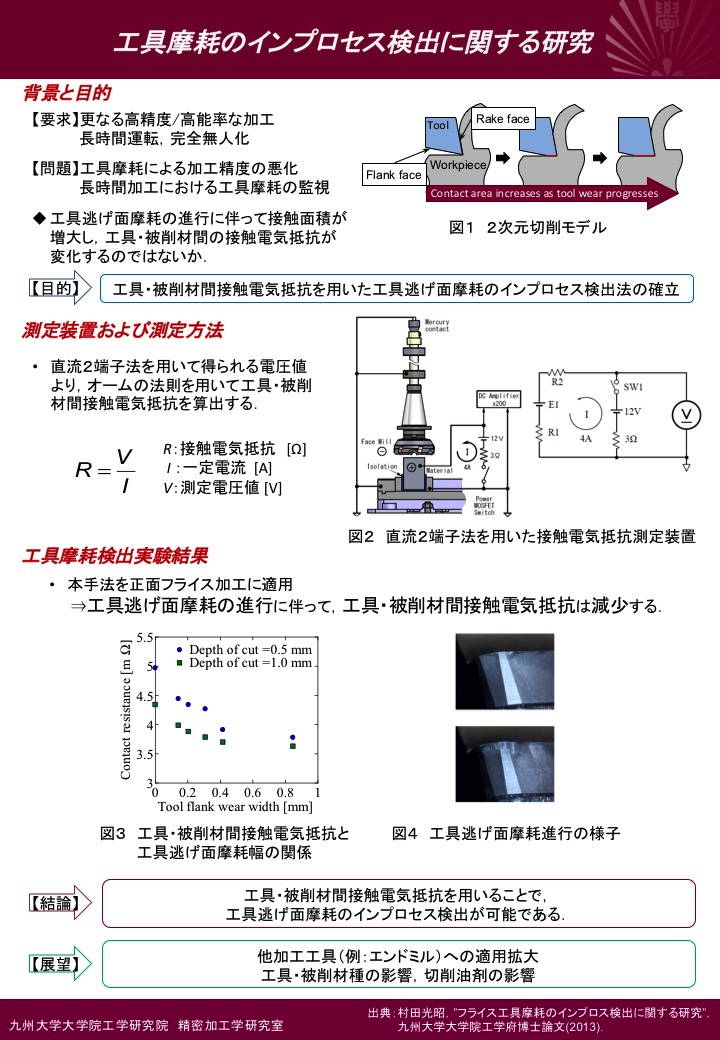
精密加工の分野では,接触部分の表面形状・表面粗さは,強度・摩耗性・潤滑性・精度などに大きな影響を与える.表面形状・粗さと性能に及ぼす影響との関係を把握するため,表面形状の明確で客観的なパラメータ表記が必要になる.
JIS規格では二次元パラメータしか定義されておらず,最近の加工法での多様化した加工面の表面形状を適切に評価することができなくなってきた.また,測定技術の進歩により三次元測定が可能になり,多くの三次元パラメータが提案されてきたが,多様化した加工面すべてに適用できるパラメータは存在しない.工学的にもより客観的な評価が必要である.そのため本研究では,表面を三次元的な「面」ととらえた測定を行い,曲面の低次の次数に応じてゼロ次から三次以上の成分に分類することにより,表面トポグラフィに含まれる大局的な誤差の基本的成分の分離を行い,各次数の表面成分を評価するためのパラメータを導出している.
測定された三次元表面トポグラフィの例
(ショットピーニング加工面)
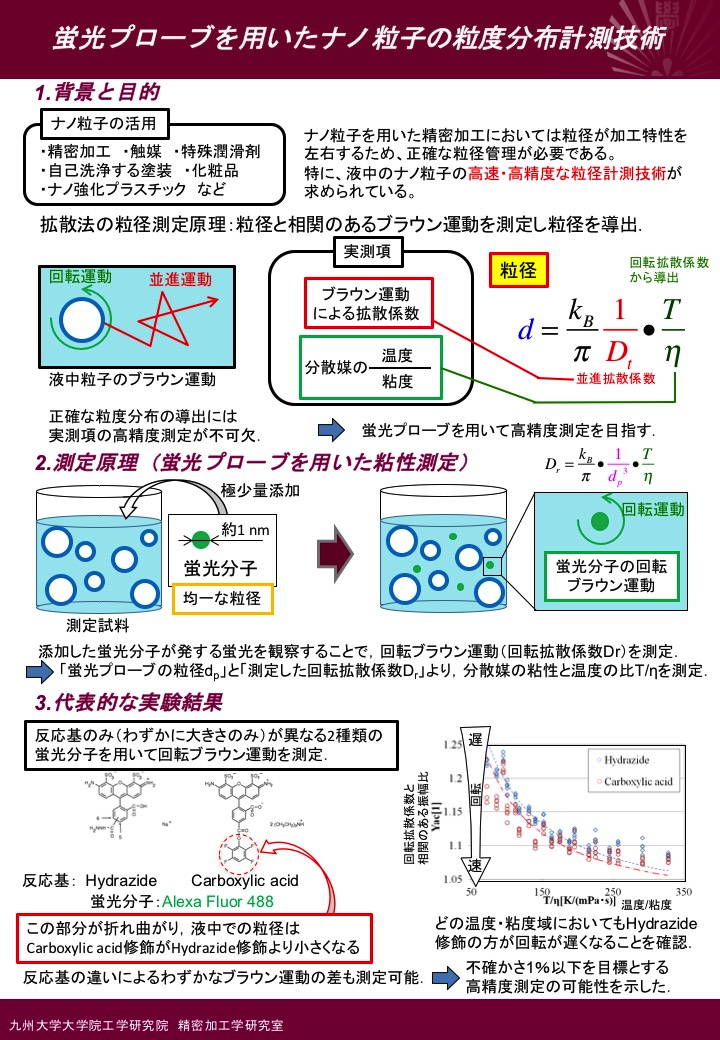
超高分解能かみ合い精度計測・解析
古くから存在する動力・運動伝達用の歯車は,高精度化への要求を受け続け,日々進化している.歯車装置の静粛性への要求が強まっている今日,歯車の振動・騒音はかみ合い伝達誤差と密接な関係があり,最もホットな研究領域である.かみ合い進行に伴うかみ合い伝達誤差曲線の変化まで議論しようとすると,歯面形状・歯面修整・歯車の製作誤差等の影響が区別できる領域まで精度を高めなければならない.本研究では,超高分解能(0.072角度秒,歯面法線方向長さに換算して20nm)のロータリエンコーダを用いたかみ合い伝達誤差測定装置を開発し,無負荷および負荷時の実測に成功している.本研究で開発したかみ合い伝達誤差測定装置は,実用運転荷重下でのかみ合い伝達誤差を,1角度秒以下の精度で測定可能である.
超高精度の歯車かみ合い伝達誤差測定結果のグラフ